

Flexibility is key in modern pet food processing
It is believed that the life span of our beloved pets has increased due to the revolution in cat and dog food. Estimates are that the life expectancy of dogs has increased by three years in the last 15 years. New technologies can help to overcome some of the variation seen regularly in pet food raw material from different sources. This article discusses some of the latest technologies presently available to meet the need of trends in the pet food industry.
By Mian N. Riaz, head extrusion technology program, Food Protein R&D Center, Texas A&M University, College Station, Texas, USA
It is estimated that global growth of pet food will increase 15% through 2012. Western Europe and North America will comprise 67% of the global market (a declining market share) where as emerging markets will be Asia Pacific, Eastern Europe, Latin America and the Middle East. These regions will see sales increase from 17 to 55% as a result of higher disposable incomes. This will drive a transition from scraps to prepared foods for pets in these regions.
Humanisation of pets and focus on health/functional ingredients will be the main area for growth. Some of the categories that will see growth in future are: premium and super-premium products, cat and dog treats, small-breed and small mammal foods, functional foods and ingredients, foods targeting specific age-related conditions, increased segmentation (life stages, breeds), health stage specific dog food, prescription dog food, growing demand for natural and organic, increased distribution in veterinary channels, convenience in packaging, serving and storing for longer shelf life with less odour.
As knowledge about pet nutrition increases, specific pet foods are hitting the market place. Veterinary nutrition has become a mature science that strives at discovering the essential food nutrients and their optimum dosage.
The most common method to process pet food (more than 60%) used all over the world is the extrusion process. This is simply because of several benefits offered by extrusion processing. The following is a list of some benefits offered by extrusion technologies to pet food processors:
• Adaptability
• Variety in product shape, texture, colour, etc
• Energy efficiency
• Low cost
• High productivity
• Automated control
• High product quality
• New foods
• No effluent
Current trends for pet food processors
Extruder manufacturers are coming up with new technologies to fulfil the demands of new pet food trends by inventing new add-on equipments for extrusion. The following are some of the new technologies currently available in the market to meet new trends in pet food production.
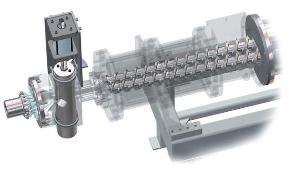
Conical co-rotating twin-screw extruder
Most of the pet food industry uses single screw extruders to produce simple pet food. Twin screw extruders are also used when more fat or fresh meat is required in the diet. However, the cost of a twin screw extruder is almost double that of a single screw extruder.
Extruder manufacturers came up with a new design of twin screw extruder which is called conical co-rotating twin screw extruder. Currently this type of extruder is processing pet foods in Spain, United Kingdom, Italy, Korea, Chile, and the United States.
This is the latest technology available to the pet food industry to make a wide range of pet foods without changing any configuration. This extruder design allows for positive compression in the barrel and reduces possible back feeding. Positive compression yields an efficient manner of imparting mechanical energy into the extrudate. The conical design of this extruder causes the material to be kneaded and sheared along the screw profile. In traditional twin screw extruders, the melt is kneaded and sheared by shear locks, mixing lobes, or cut-flight screw elements. This “profile kneading” eliminates the need for special screws and locks to provide the appropriate cooking. Extruder shafts and screws can be machined from a single piece of steel, resulting in lower manufacturing costs. Maintenance and down time are also reduced, because a screw profile change is not needed for each different product.
Retention time controlled device
A new innovation is the retention time controlled (RTC) preconditioner, which allows the operator to control and adjust the preconditioner retention time online. This system gives the operator the following benefits:
• Continuous control of conditioning cylinder retention time;
• Simplified startup sequence and reduced off-spec product during startup;
• Constant discharge rate of feed during shutdown or product changeover;
• Increase retention time on current conditioning cylinders;
• Time and temperature documentation for process verification records for the production of clean feeds.
Although a loss-in-weight conditioning cylinder offers many benefits, it is not required for all situations. In situations where long production runs on a single product occur, the additional cost for this system may not yield sufficient economic benefits to offset the additional capital costs. However, for those systems in which frequent product changeovers occur, or wide variation in raw materials exists, the additional capital investment could quickly be recouped from the reduction in product waste, increased product quality, and increased in product capacity.
Back pressure valve
Final product characteristics such as density and texture can be controlled by extruder die restriction. Manufacturers have developed the revolutionary back pressure valve (BPV) to adjust die restriction while the extrusion system is in operation. By changing the restriction at the discharge of the extruder during operation, the pet food density can be varied by up to 25% without changing the screw configuration or the final die. The variable opening BPV is mounted on the end of the extruder prior to the final die. Specific Mechanical Energy (SME) and extrusion pressure are process parameters controlled by valve positioning. The BPV provides internal control of shear stress and SME for regulation of important product properties: bulk density, size and uniformity of cell structure, starch gelatinisation, shape definition, and water and fat absorption. The BPV also reduces the need for altering the extruder configurations between different pet food families. An integral part of the BPV is a by-pass feature to divert product from the die/knife assembly for service and start-up/shutdown procedures which also improves sanitation in this area.
Mid-barrel valve
Extrusion companies came up with the idea to install a valve in the middle of the extruder barrel to serve as an adjustable restriction device for controlling shear stress and SME during extrusion of pet food.
This so-called mid-barrel valve (MBV) can be adjusted from a setting that adds little or no restriction to a setting that can almost completely restrict the passage of the extrudate, and has demonstrated SME increases of 100% or more. Insertion of this on-line valve can greatly enhance the flexibility of the extrusion process without the downtime associated with configuration changes. A mid-barrel valve can also be connected to the extruder control system to automatically adjust and maintain the SME valve to its desired set-point in order to make pet food with a wide range of bulk densities.
Multiple colours, shapes and textures
Dry expanded pet food can be made in a variety of shapes and colours – either as a single shape or colour, sold alone in a package, or as more commonly found in today’s marketplace, a mixture of shapes and colours sold together in a package.
The trend towards products of this type versus the less interesting single shape and colour varieties becomes evident when surveying the products available in the local supermarket.
The multi-colour/multi-shape/multi-texture extrusion die assembly is an extruder attachment recently introduced by an extrusion company as an extruder accessory that can be retrofitted to existing twin screw extruders. It allows the continuous and simultaneous production of a blend of coloured products at the extruder die. These colours then pass together through the dryer and coating system, and on to packaging.
The multi-colour/-shape/-texture extrusion die design allows the continuous and simultaneous production of multiple colours, multiple shapes and multiple textures of pet foods. When a pet food manufacturer makes a choice between the systems or methods he employs in manufacturing his products, he must consider the advantages and disadvantages of each method.
There are a number of factors that should be weighed up when determining which of the three methods for manufacturing multi-colour/multi-shape pet foods is best suited for your particular situation. This die assembly, due to its inherent characteristics, has advantages in equipment cost, space requirements, ease of implementation, ease of use, energy use and waste generation. However, it has less flexibility compared to the other methods, such as the blending bin system and utilisation of multiple extruders.
These have much greater flexibility, but this comes at a price, not only in terms of capital outlay, but also in space requirements, difficulty in implementation, and high energy use. Textural differences of kibbles can be achieved in a dry-expanded pet food by varying glycerin levels, fat levels, or die assembly temperature.
Challenges impacting pet food manufacturing 1. Raw material costs: Volatile ingredient markets impact least cost formulation and profitability. Processors must have processing lines (extrusion equipment) flexible enough to handle the variations in ingredients levels. |
The author can be contacted at mnriaz@tamu.edu
Feed Tech Vol. 13 No. 1
Join 26,000+ subscribers
Subscribe to our newsletter to stay updated about all the need-to-know content in the feed sector, three times a week.








