Moisture can be lost during the grinding and pelleting process, resulting in lower moisture content compared to formulated levels. Not dealing with the issue of shrinkage can result in huge financial losses. So how can moisture be managed during the feed manufacturing process?
The increase in the world population and the demand for livestock products have resulted in an increase in intensive livestock production. This, in turn, has led to an increased demand for safe raw feed materials. The pandemic has highlighted the importance of food safety and security.
However, due to climate change, the animal feed production system may face a higher frequency of fungal contamination. This can be as a result of unusual rainfall patterns, droughts, and shifts in temperature and humidity. Zoonotic bacterial pathogens such as Enterobacteriaceae also threaten food safety and security.
Economic losses due to poor feed safety
Enterobacteriaceae and mould-infested animal feed has a detrimental effect on animal health and performance, causes significant economic losses, and has adverse effects on human health. Enterobacteriaceae, such as Salmonella, may disturb the bird’s gut health, leading to poor growth and diarrhoea. As the pathogen remains in the intestinal tract, it is continuously being shed into the environment and continuously re-contaminating the environment.
Moulds reduce the nutritive value of feeds, reduce the palatability of feeds, and the spores may cause an immune response. Some moulds, such as Aspergillus, Fusarium and Penicillium, produce secondary fungal metabolites called mycotoxins. These mycotoxins may accumulate in the liver and long exposure to low levels will negatively impact animal production.
The proliferation of microorganisms
Bacterial pathogens and moulds are widespread and cannot be entirely eliminated. They have adverse effects on animal health and performance resulting in financial losses and can be transmitted to humans. It is important that these organisms are controlled from pre-harvest right up until the animals consume the feed.
The rate at which moulds and bacteria grow during feed processing and storage depends on factors such as pH, temperature, oxygen availability, and most importantly, water activity of the feed.
Moisture content of feed merely describes how much water is in the product. Water activity describes how much of that water is free and therefore available to microorganisms for growth. Hot temperatures cause water to migrate during storage, while humid conditions will result in condensation, both resulting in higher activities of free water. The growth of microorganisms will be hindered when the water activity of a feed reaches below 0.9 for most bacterial pathogens and below 0.6 for most moulds. By managing the water activity of feed during processing and storage, we can reduce the proliferation of microorganisms and ensure feed safety.
Heat-treatment steps can kill bacterial pathogens such as Salmonella, but moulds are stable and won’t be destroyed. This has necessitated the need for alternative solutions.
Managing moisture in feed production
Shrinkage and milling loss results in huge financial losses for feed mills. Animal feed can lose up to 3% moisture during processing, so moisture management is vital. Untreated free water cannot simply be added to animal feed during processing as it will not be optimally absorbed by feed particles and will be easily driven off creating problems such as feed build-up. Free water will also increase water activity levels making the environment more favourable for microbial growth.
The use of organic acids as preservatives is well researched. As these products suppress mould and bacterial pathogen growth, they maintain the nutritional value of feed as well as improve nutrient digestibility. They make a fundamental contribution to feed hygiene and safety, animal health and performance. Devenish has developed 2 moisture managing products, SmartMoisture and SmartMoisture S.
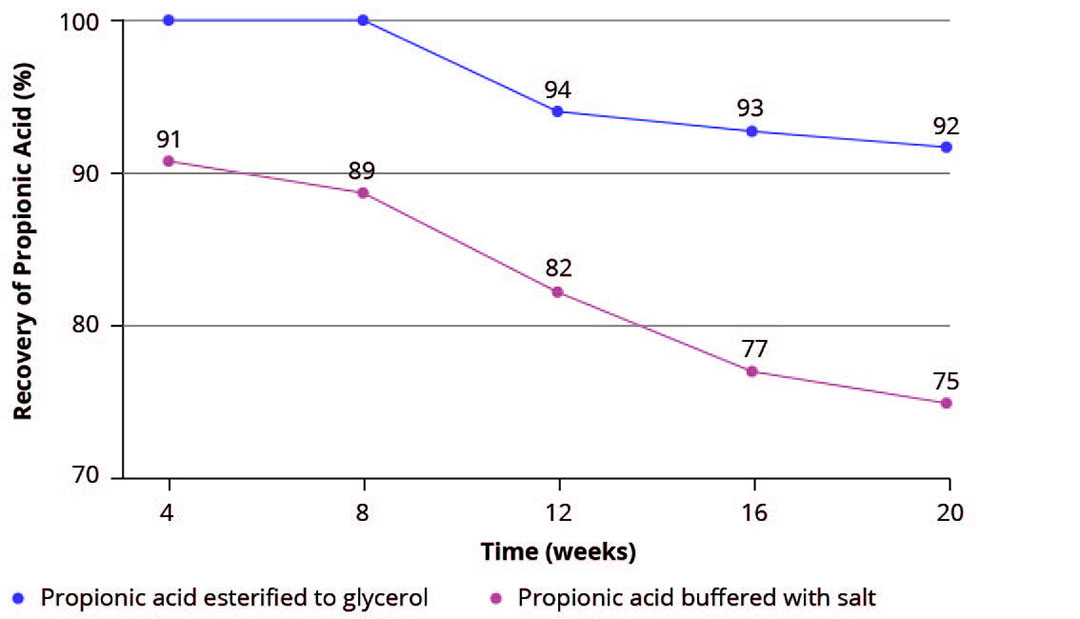
Figure 1- Stability of propionic acid from SmartMoisture.
Stabilising propionic acid
SmartMoisture and SmartMoisture S consist of a combination of propionic acid esterified to glycerol, buffered formic acid, and surfactants. It is 30% more concentrated than any other product on the market due to the stability of the glycerol esters. The propionic acid esterified to glycerol is a novel process used to buffer and stabilise propionic acid (Figure 1). It increases retention time of propionic acid in feed ensuring longer lasting microbial inhibition. Glycerol acts as a humectant and emulsifier and can hold up to 1,000 times its own weight. The surfactant reduces the water’s surface tension to feed, therefore improving moisture distribution. Glycerol and the surfactant improve water absorption into feed particles and helps to stabilise water activity. SmartMoisture S is similar to SmartMoisture except that the ratio of buffered formic acid to buffered propionic acid is different.
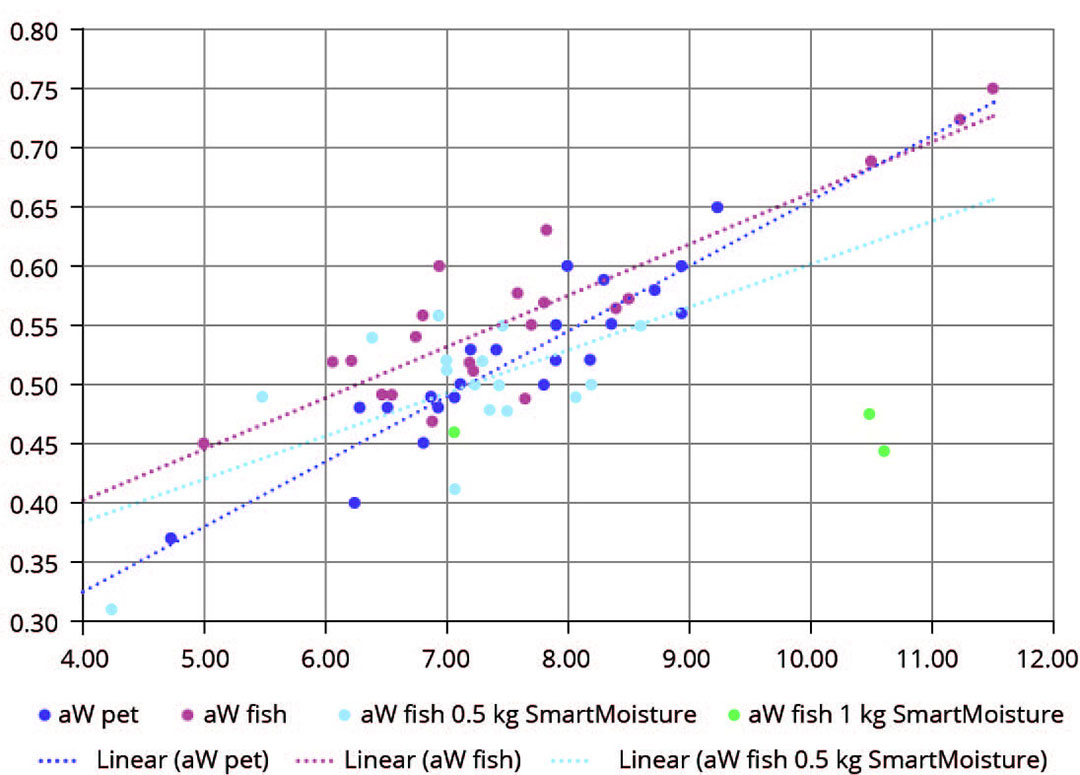
Figure 2- Water activity of aqua-feed at different levels of SmartMoisture inclusion.
A meta-analysis conducted on data collected from 8 commercial feed mill trials showed that the addition of SmartMoisture increased moisture retention by 98.2%, improved pellet durability by 13.4% and reached a maximum water activity of 0.64 on feed with a moisture content of 12.4%.
In an aqua-feed trial, the product achieved and stabilised water activity below 0.55 even at a 4% moisture increase over the control (Figure 2). Similar water activity results were also observed in a pet-food trial. This allows aqua feed and pet food to be dried off and shipped at a higher moisture content, thereby increasing yield and profitability.
Studies conducted on both products have consistently shown total Enterobacteriaceae count of below 2,400 cfu/g on moisture challenged feed. It is clear that good moisture management is crucial for feed hygiene and safety, as well as animal health and performance.
Join 26,000+ subscribers
Subscribe to our newsletter to stay updated about all the need-to-know content in the feed sector, three times a week.